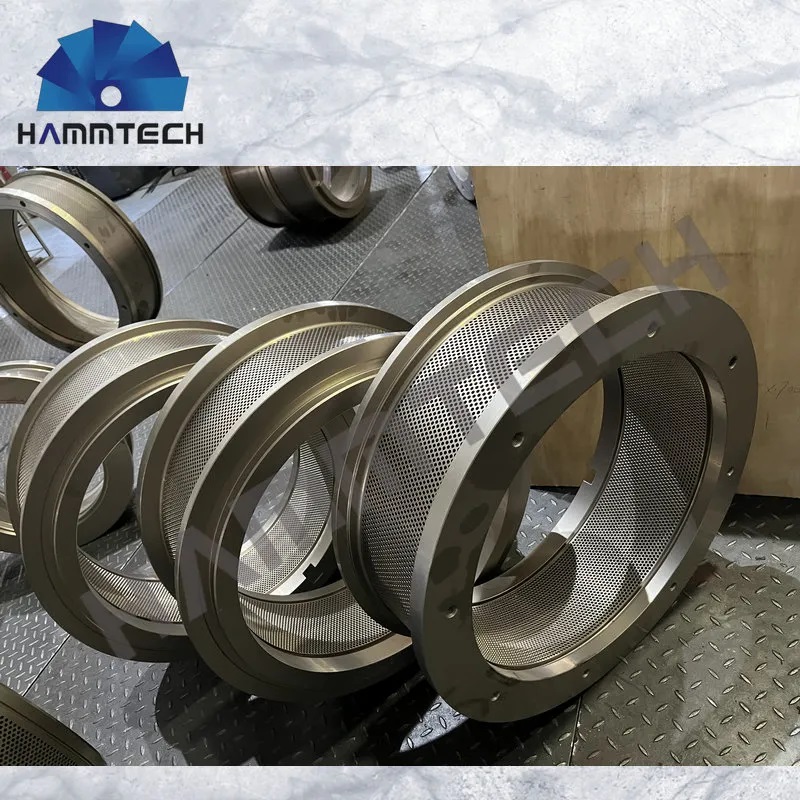
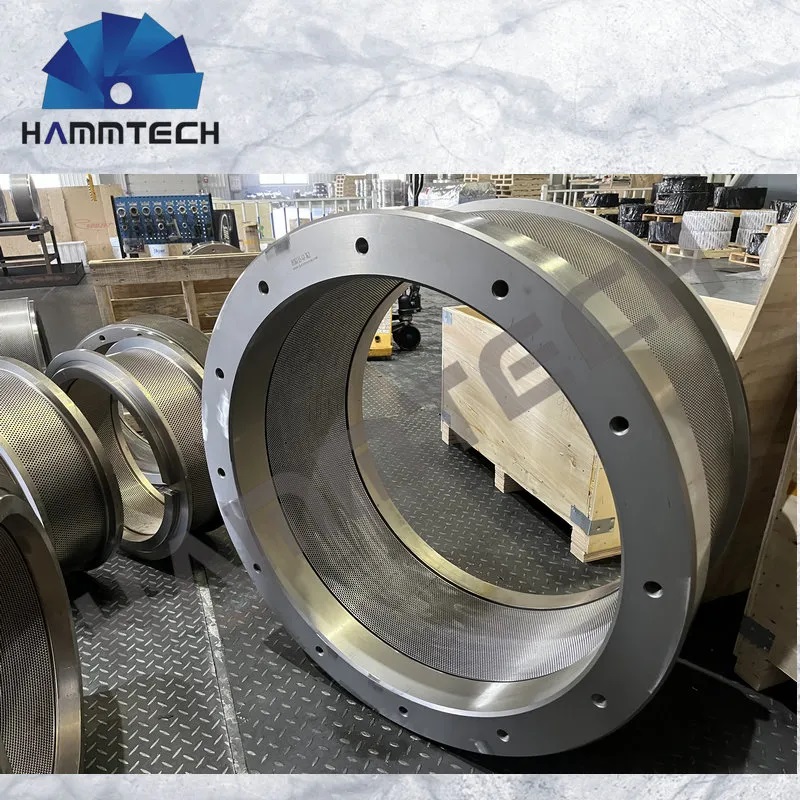
Žuvų pašarų granulių malūno žiedinis mirtis


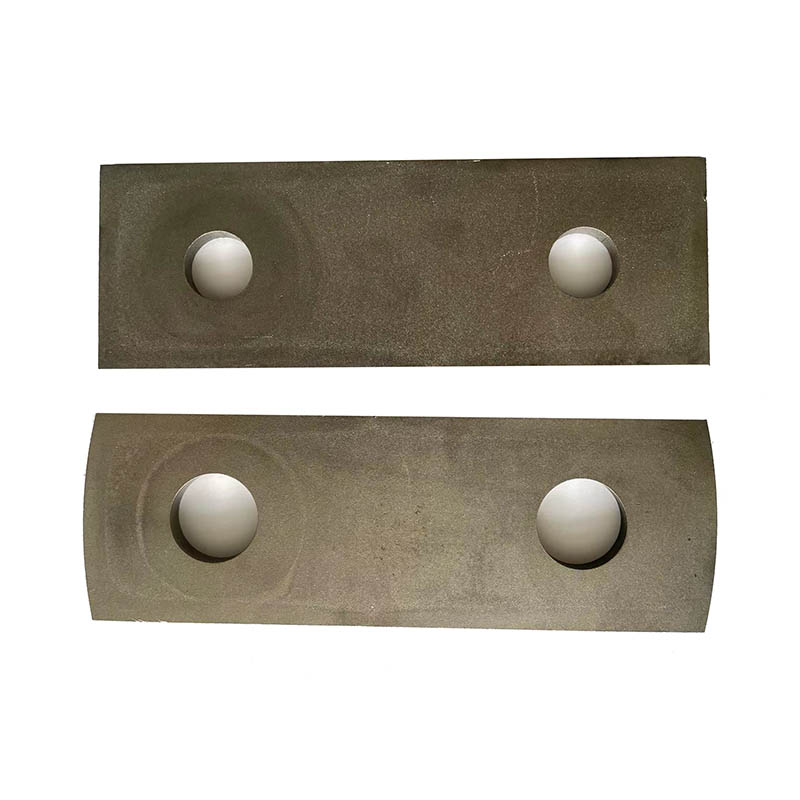
Norint kontroliuoti žiedinio štampo kietumo vienodumą po terminio apdorojimo, po kiekvieno žiedinio štampo terminio apdorojimo kiekvienoje apskritimo kryptimi iš trijų lygių dalių reikia paimti ne mažiau kaip 3 taškus, kad būtų galima išmatuoti vidutinę kietumo vertę. Kiekvienos dalies kietumo skirtumas neturėtų būti didesnis nei HRC4.
Be to, reikia kontroliuoti žiedinio štampo ruošinio kietumą, kuris turėtų būti nuo HB170 iki 220. Jei kietumas per didelis, grąžtas lengvai sulūžta ir susidaro negyvos skylės. Jei kietumas per mažas, tai paveiks štampo skylių apdailą. Siekiant kontroliuoti ruošinio viduje esančios medžiagos vienodumą, jei įmanoma, kiekvieną ruošinį reikia patikrinti iš vidaus, kad būtų išvengta vidinių įtrūkimų, porų, smėlio ir kitų defektų.
Šiurkštumas taip pat yra svarbus žiedinio štampo kokybės rodiklis. Esant tokiam pačiam suspaudimo laipsniui, kuo didesnė šiurkštumo vertė, tuo didesnis pasipriešinimas ekstruzijai ir tuo sunkiau išstumti medžiagą. Tinkama šiurkštumo vertė turėtų būti nuo 0,8 iki 1,6.
1. Žiedinis štampas yra suvyniotas į vandeniui atsparią plastikinę plėvelę.
2. Medinė pakuotė arba pritaikyta pagal kliento pageidavimą.
3. Standartinis eksportuojantis paketas, tinkamas gabenimui dideliais atstumais.



Nuo 2006 m. „HAMMTECH“ teikia profesionalius pašarų gamybos mašinų priedų sprendimus klientams visame pasaulyje.
„HAMMTECH“ yra universalus priedų tiekėjas.
„HAMMTECH“ aptarnauja klientus daugiau nei 30 šalių.
Gaminame įvairių tipų produktus įvairioms pramonės šakoms, tokioms kaip pašarų granuliavimo malūnai, biomasės granuliavimo malūnai ir biomedicinos pramonei.